


联系我们
 13317556358
13317556358
湖北板框式压滤机常见故障与提高的效率方法
来源:www.taikegl.com 发布时间:2021年01月09日
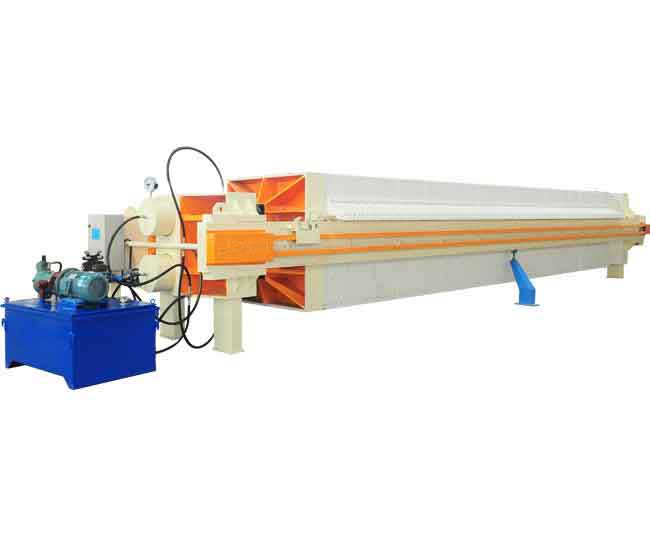
板框压滤机是用来实现固液分离的工业用设备,使用范围广,在使用时也会产生很多故障,常见的故障有板框压滤机滤板行动迟缓,板框间渗水情况和使用时形不成污泥饼等故障。提高板框压滤机效率是我们所关注的事情,压滤机价格要了解入料粒度的合理性、入料的浓度、入料压力的合理,湖北压滤机价格以及操作过程中的检查和日常维护,下面给大家介绍湖北铸铁压滤机的相关内容。
一、板框式压滤机常见故障
1、板框压滤机滤板行动迟缓:板框压滤机滤板如果在泥饼卸载滤室张开、闭合过程中走动迟缓,要检查导向杆上是否有油渍、污渍。如果污渍过多,应及时清理,并涂上黄油,保证其润滑性。不要涂抹稀油,这样会掉落地上,对压滤机操作人员、检修人员的造成人身安全威胁。
2、板框间渗水,板框间渗水有可能是三方面的原因:液压低、滤布褶皱或滤布上有孔、密封表面有块状物。这时逐一检查,增加液压、更换滤布、清除密封表面的块状物即可解决问题。
3、板框压滤机处理后形不成污泥饼,或泥饼不均匀。造成滤饼不成形、不均匀的原因有可能是污泥入料量少,或压滤机滤板堵塞、滤板变形等。对于采用聚丙烯材质滤板的传统板框压滤机,滤板使用时间长就容易出现这种问题。
对于这种问题的解决方法,可增加污泥入料、清理或更换滤布、清理排水孔、增加污泥入料泵压力、低压启动,不断增压。高压污泥压滤机,因为滤板采用高强度合金钢,压榨力高达10MPa,一般不会出现脱水后泥饼不成形、或泥饼不均匀的情况。
二、提高板框压滤机工作效率的办法
 1、入料粒度的合理
1、入料粒度的合理
部分洗砂厂或选煤厂采用离心机或其他设备配合压滤机联合作业,实现物料回收和筛洗的闭路过程。当出现筛洗系统跑粗时,可以将部分浓缩机底流合理分流进离心机,回收粗物料,将离心机离心液返回压滤机入料,这样既能改善压滤机入料的粒度组成,又可以改善压滤机工作状况。
2、入料浓度的合理
理论上,压滤机入料浓度浓度越高,压滤周期越短,可保持较大的处理量。这样可以实现理想的滤饼水分以及滤液中较低的固体含量。
过高的底流浓度会造成浓缩机的正常和安全运行带来隐患。所以,隆鼎环保科技这里建议:压滤机入料浓度应保持在400600g/L,这样,既可以保证压滤机要求的入料浓度,又可以保证浓缩机(高 效深锥浓缩机)的正常运转。
3、入料压力的合理
压滤机主要推动力是压滤过程中的入料压力,入料压力越大,压滤速度就越快。过高的入料压力容易造成设备的磨损,所以,板框式压滤机入料阶段以及压滤初期要保持低压大流量。
入料阶段压力应控制在0.11-0.12MPa,否则会造成压滤机跑料,给后续的压滤、成饼以及卸饼带来不利的影响。运行一定时间后,压滤阶段的可以将压力值控制在0.149-0.159MPa为宜,但是不能大于0.18MPa,以免压力过大对压滤机滤板、机架等造成损坏以及对入料泵无谓的磨损。
4、操作过程中的检查和日常维护
板框压滤机滤布附近滤板的压接部分应平整,如果出现褶皱,会导致滤板被滤布或泥浆泄漏损坏。为了防止滤布损坏形成泥浆泄漏,应该在安装设备时注意滤布和滤板之间没有异物或大的泥颗粒。
一、板框式压滤机常见故障
1、板框压滤机滤板行动迟缓:板框压滤机滤板如果在泥饼卸载滤室张开、闭合过程中走动迟缓,要检查导向杆上是否有油渍、污渍。如果污渍过多,应及时清理,并涂上黄油,保证其润滑性。不要涂抹稀油,这样会掉落地上,对压滤机操作人员、检修人员的造成人身安全威胁。
2、板框间渗水,板框间渗水有可能是三方面的原因:液压低、滤布褶皱或滤布上有孔、密封表面有块状物。这时逐一检查,增加液压、更换滤布、清除密封表面的块状物即可解决问题。
3、板框压滤机处理后形不成污泥饼,或泥饼不均匀。造成滤饼不成形、不均匀的原因有可能是污泥入料量少,或压滤机滤板堵塞、滤板变形等。对于采用聚丙烯材质滤板的传统板框压滤机,滤板使用时间长就容易出现这种问题。
对于这种问题的解决方法,可增加污泥入料、清理或更换滤布、清理排水孔、增加污泥入料泵压力、低压启动,不断增压。高压污泥压滤机,因为滤板采用高强度合金钢,压榨力高达10MPa,一般不会出现脱水后泥饼不成形、或泥饼不均匀的情况。
二、提高板框压滤机工作效率的办法
部分洗砂厂或选煤厂采用离心机或其他设备配合压滤机联合作业,实现物料回收和筛洗的闭路过程。当出现筛洗系统跑粗时,可以将部分浓缩机底流合理分流进离心机,回收粗物料,将离心机离心液返回压滤机入料,这样既能改善压滤机入料的粒度组成,又可以改善压滤机工作状况。
2、入料浓度的合理
理论上,压滤机入料浓度浓度越高,压滤周期越短,可保持较大的处理量。这样可以实现理想的滤饼水分以及滤液中较低的固体含量。
过高的底流浓度会造成浓缩机的正常和安全运行带来隐患。所以,隆鼎环保科技这里建议:压滤机入料浓度应保持在400600g/L,这样,既可以保证压滤机要求的入料浓度,又可以保证浓缩机(高 效深锥浓缩机)的正常运转。
3、入料压力的合理
压滤机主要推动力是压滤过程中的入料压力,入料压力越大,压滤速度就越快。过高的入料压力容易造成设备的磨损,所以,板框式压滤机入料阶段以及压滤初期要保持低压大流量。
入料阶段压力应控制在0.11-0.12MPa,否则会造成压滤机跑料,给后续的压滤、成饼以及卸饼带来不利的影响。运行一定时间后,压滤阶段的可以将压力值控制在0.149-0.159MPa为宜,但是不能大于0.18MPa,以免压力过大对压滤机滤板、机架等造成损坏以及对入料泵无谓的磨损。
4、操作过程中的检查和日常维护
板框压滤机滤布附近滤板的压接部分应平整,如果出现褶皱,会导致滤板被滤布或泥浆泄漏损坏。为了防止滤布损坏形成泥浆泄漏,应该在安装设备时注意滤布和滤板之间没有异物或大的泥颗粒。
上一条:
襄阳带式压滤机的作用及工作流程
下一条:
湖北带式压滤机运行原理



相关文章
- 态科工业带你了解板框压滤机固液分离2020年12月16日
- 态科工业和你讲述湖北板框压滤机的日常维护2020年12月23日
- 和大家科普一下湖北板框压滤机对高浓度滤液的处理_态科工业2020年12月23日
- 为你介绍厢式压滤机出现过热现象问题_湖北态科工业2020年12月29日
- 湖北带式压滤机运行原理2021年01月09日